< Previous | List |
Setting the tool depth in the collet
General positioning rules
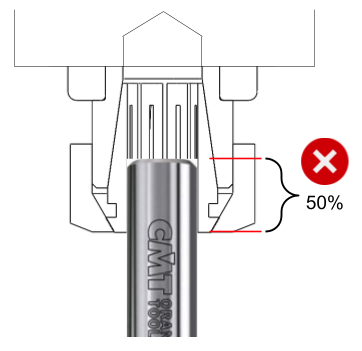
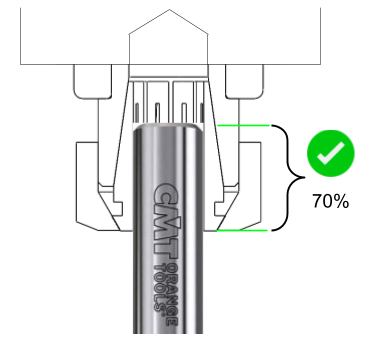
Minimum 2/3rd contact
The shank must contact at least 2/3rds of the collet bore.
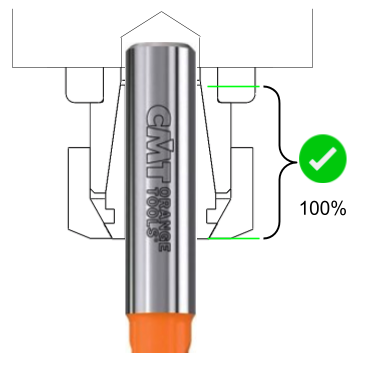
Shank must not touch back of the spindle taper
Extra contact of the tool shank against the back of the spindle taper can over constrain the tool, causing increased run-out.

Positioning a tool with a K mark
|

|
If a tool has a K mark, this mark is only a guide. The final position should never break any of the general positioning rules listed above. The general rules should always take precedence.
|
Some cutters will have a “K Mark”, a marking on the shank of the tool. It is called a K mark because it is shaped like a sideways capital K.

The intent behind the K mark is to act as a helpful guide to load the tool in approximately the right place. In the first instance, the K mark can be initially aligned with the front face of the collet.

Tighten the collet
Tighten the nut
|

|
Fix the nut by hand and then add a 1/8 turn with the spanner.
Maximum torque of 10-11 Nm.
|
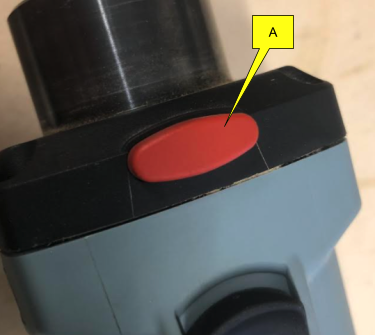
To tighten the nut you need to hold down the rotary stop button so that the spindle taper cannot spin.
If this button will not press in, apply light pressure while manually turning the spindle motor until it locates.
A: Rotary stop button
Tighten the collet nut with the provided spanner (turning clockwise).

Final check

After clamping, look at the face of the collet. Inspect the gaps:
-
Gaps should be present
-
Gaps should be even